








ヘーズ/写像性とは?
アピアランスとは、つまり外観を意味します。人の第一印象は見た目で決まるとよく言われますが、製品に関しても 同様で、外観は製品に対する第一印象にもなります。そのため外観は製品の品質の良し悪しを左右する程の重要な特性とも言えます。また、製品の用途に合わせ たり、他の製品との差別化を図ったりするためにも外観は重要視されています。製品を生み出す中で外観は重要な特性の一つなのです。 外観と一言で言っても人間の目は複雑であるため、客観的に表面品質を評価するには様々なパラメータで測定する必要があります。表面品質に関する重要な測定 パラメータとして代表的なものが、「光沢度」、「ヘーズ」、「写像性」であり、これらのパラメータを測定することにより表面品質を数値化し、製品が持つ本 来の表面品質を認識することができます。
HAZE/ヘーズとは
ヘーズは透過ヘーズと反射ヘーズがあります。
透過ヘーズは透過性試料の曇り度で、透過性試料に光を照射した際の、散乱光の割合を示します。散乱光強度が高い試料の方がヘーズが高く曇って見えます。
一方、反射ヘーズは、高光沢な試料に対して生じる現象です。
高品質な表面は高光沢で、クリアな表面であると考えられます。しかし、製造工程による問題等でクリアな表面にならないこともしばしばあります。

例えば、上の右の写真は左の写真に比べ、反射像のコントラストが低く、白くぼんやりした像が見えます。これは表面の微細構造によって反射光が分散しているためです。
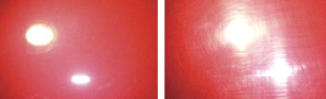 この現象をヘーズといいます。ヘーズの高い表面の場合、反射像が白くぼんやり見えたり、強い光源の場合は、反射像の回りに丸い光の輪(ハロー)が生じたりします。よって、ヘーズは高光沢表面の品質を下げる重要な問題とされています。
この現象をヘーズといいます。ヘーズの高い表面の場合、反射像が白くぼんやり見えたり、強い光源の場合は、反射像の回りに丸い光の輪(ハロー)が生じたりします。よって、ヘーズは高光沢表面の品質を下げる重要な問題とされています。
ヘーズの原因
ヘーズは以下のような製造工程の影響を受けます。
顔料のタイプや分散度合い
粒子サイズ
バインダー(結合剤)や添加剤
硬化する際の乾燥状況や温度
研磨方法 等
測定方法
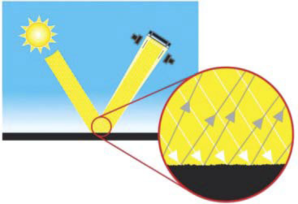 ヘーズは高光沢表面で見られる現象のため、入射角20°で測定します。鏡面反射光量と、ヘーズの原因となる17-19°と21-23°の分散した光量の割合により測定されます。
ヘーズは高光沢表面で見られる現象のため、入射角20°で測定します。鏡面反射光量と、ヘーズの原因となる17-19°と21-23°の分散した光量の割合により測定されます。
ヘーズ値が低いほど、表面はクリアで滑らかであることを示します。
また、目視評価との相関性を良くするために、以下の式に従い、対数で示されることもあります。logHAZEはヘーズ値より大きい値が得られるため、ヘーズ値が小さい場合に差を見やすくなる利点があります。
logHAZE = 1285 × log[ (HAZE値 / 20 ) + 1 ]
ヘーズの測定が可能な装置はこちら:Rhopoint IQ>>
DOI/写像性とは
 表面品質の問題としてオレンジピール(みかん肌、ゆず肌)が存在します。
表面品質の問題としてオレンジピール(みかん肌、ゆず肌)が存在します。
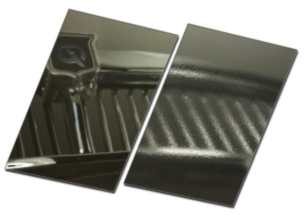
右の写真のようにオレンジピールが生じている表面は、表面に大きな凸凹があるために反射光が分散し、不鮮明で歪んだ像が写ります。
オレンジピールの原因
オレンジピールは以下のような製造工程の影響を受けます。
不適切なガンの調整や過度のスプレー
塗装時間
基盤の歪み
粒子サイズ
塗装環境 等
測定方法
写像性は、表面に映る像がどれほど鮮明かを示す値です。高光沢表面で見られる現象のため、入射角20°で測定します。
写像性は正反射の光量と正反射から±0.2-0.4°の光量の割合により測定されます。
写像性は0-100(%)で表され、像が鮮明で歪んでいないほど、100に近い値になります。
写像性の重要性
 よ く似た仕上がりで光沢度が同じ2つの表面でも、人間の目から見ると表面品質に大きく差があるという場合が度々見受けられます。これは、複雑な人間の目に対 して、光沢度だけでは表面品質の評価が十分にできていないからです。しかし、目視(官能評価)では検査する人によって個人差が出てしまい、基準が曖昧に なってしまいます。光沢度だけではなく、追加のパラメータとして写像性を測定することで、より人間の目に近い表面品質の数値化が可能です。
よ く似た仕上がりで光沢度が同じ2つの表面でも、人間の目から見ると表面品質に大きく差があるという場合が度々見受けられます。これは、複雑な人間の目に対 して、光沢度だけでは表面品質の評価が十分にできていないからです。しかし、目視(官能評価)では検査する人によって個人差が出てしまい、基準が曖昧に なってしまいます。光沢度だけではなく、追加のパラメータとして写像性を測定することで、より人間の目に近い表面品質の数値化が可能です。
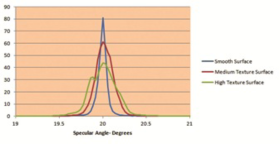
右のグラフは、19-21°の範囲での光強度のグラフを示しています。光沢度は同じ表面でも、異なる光強度のピークを示すことが分かります。

写像性、オレンジピールの測定が可能な装置はこちら:Rhopoint IQ>>、Optimap PSD>>
